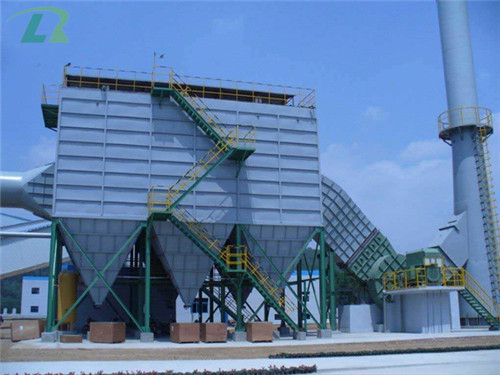
根據了解現場澆鑄區寬3米、長120米兩條澆鑄生產線,單架行車行走進行澆鑄,在澆鑄時產生較大煙氣粉塵,對車間內空氣環境造成污染及工人工作身體 大傷害。由于隨著現在環保排放要求的提高,對澆鑄區產生煙氣進行改造處理。


樹脂砂鑄造廠澆鑄車間除塵器設計方案在設計時需要考慮的因素:
1、環保排放標準
2、鑄造廠材質
3、車間澆鑄區的分布
4、實際工況確定風量和溫度
5、根據工序,分析管路走向及是否需要二次除塵工藝
樹脂砂鑄造廠澆鑄車間除塵器設計選型:
1,處理風量,除塵器風量應由標況風量應換算成工況風量。
2,除塵濃度,應符合標準。
3,運行溫度,上限應低于所選濾袋允許的長期使用溫度,下線應低于露點溫度10-15攝氏度。需要注意的是,當煙氣中含有酸性氣體時,露點溫度較高。
4,清灰方式,粉塵清灰的難易程度,煙氣含塵濃度的大小。對粘而細或者含塵的煙氣,宜采用清灰的清灰方式,否則,選擇較弱的。原則上應采用清灰方式。
5,除塵布袋,含塵氣體的理化性質,粉塵的理化性質,清灰方式,過濾風速。




結合小、中、大、型鑄造的砂箱鑄造現場經驗,我們選用出以下兩種處理方案。
樹脂砂鑄造廠澆鑄車間除塵器設計方案1
根據澆鑄車間布局,鑄件大小,一般較大鑄件,而且人員吊裝的,澆鑄線不超150米的長度的可以使用接軌式澆鑄跟蹤除塵。
工作原理:
由跟蹤接軌式風箱跟蹤澆鑄點,進行定位跟蹤除塵,隨著澆鑄點45度進行工作,45度設計原理按砂箱內部澆鑄壓力循環外排氣流方向設計,減少吸力,合理設計 風速,降低設備成本,也避免了澆鑄完的區域 較小煙氣的二次處理成本。
結合某火車配件鑄造企業的現場,鑄件為中型鑄件,單件為700公斤,吊包為20噸,從一頭開始澆鑄,車間現場面積小,而且還不能影響行車人員視線, 走廊還不能占有,還要考慮綜合設計成本,面對這樣的工況,我們采取了側循環獨立磁控管路按單砂箱工位設計或者三工位設計,主1副2小3的風量閥門來設計三個吸塵工位,解決了澆鑄中,澆鑄后,的煙氣粉塵處理區間差問題。這樣的設計整體設備成本降低了風量設計成本,電費及后期濾料的成本也降低了很多,還提高了空間利用面積,其操作全部由電控系統,設計伺服跟蹤,按行吊走速頻率給與設計信號,降低人耗,是目前較為 的處理方式。
相關產品:點擊查看